tel. 503 111 700

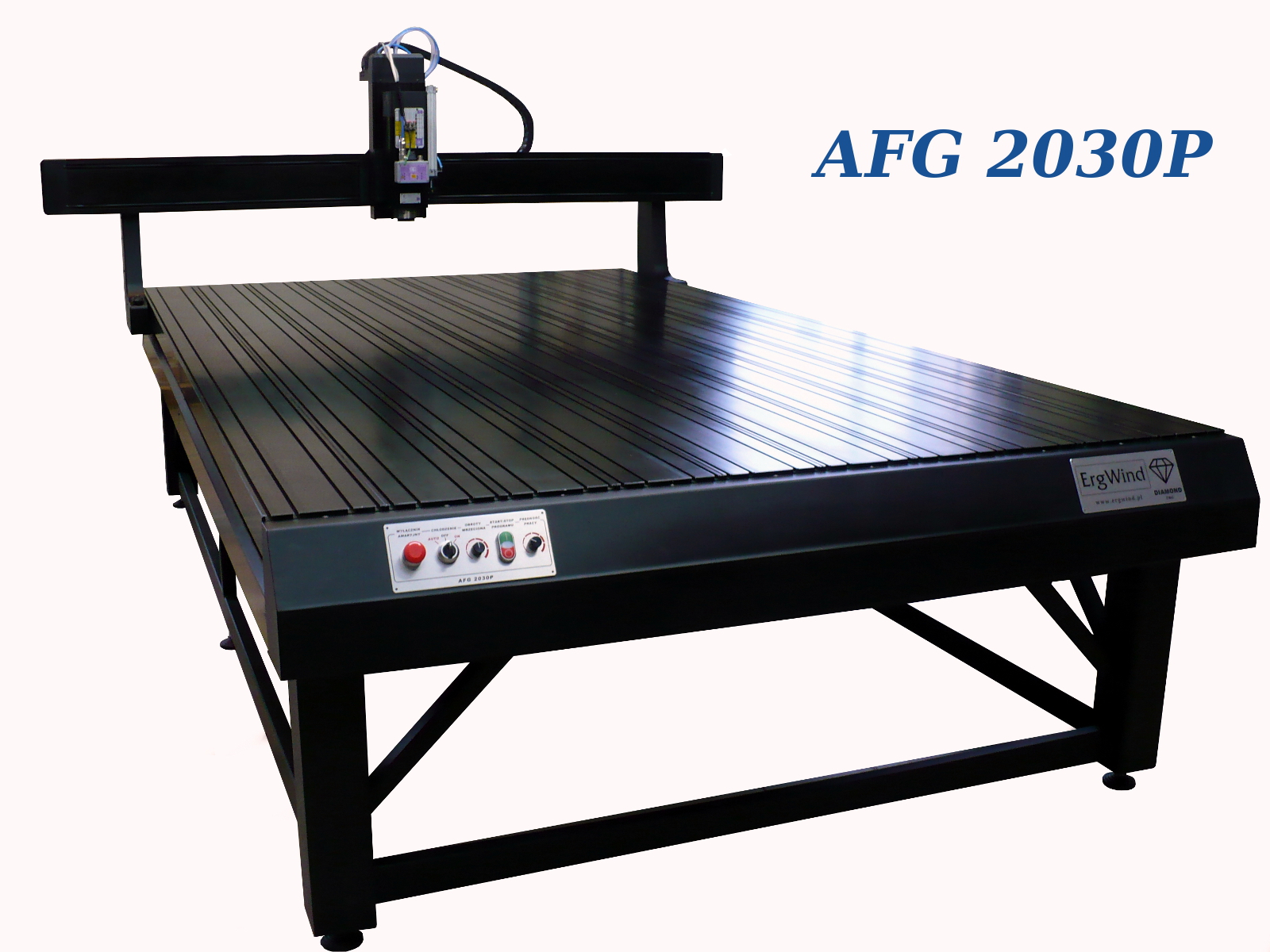
Plotery z serii AFG CNC są najlepszym wyborem z grupy ekonomicznych ploterów frezujących CNC.
Duży obszar pracy umożliwia wycinanie handlowych formatów bez wstępnego ich docinania.
Maszyny z tej serii
umożliwiają wydajną pracę w pleksi, drewnie, poliwęglanie i blachach
aluminiowych. Możliwość wyposażenia maszyny w układ chłodzenia co pozwala
na szybszą pracę w materiałach mających tendencję do zaklejania
frezów.
Automatyczny pomiar narzędzia niweluje czas tracony na
ustawianie kolejnych narzędzi podczas wymiany. Prosta i solidna
konstrukcja oraz intuicyjny system sterowania CNC czynią tą maszynę
idealną dla firm branży reklamowej. Plotery AFG występują w kolorze
czarnym za to w kilku wersjach jeśli chodzi o wyposażenie. Plotery
frezujące serii AFG CNC produkujemy w zakresie obszarów roboczych
624x500mm do 2496 x 3000mm. Zakres roboczy osi Z wynosi 150mm lub
220mm.
| Opcje | ||
| Wymiary obszaru roboczego [mm] | Długość (mm) | 500, 700, 800, 1000, 1200, 1500, 2000, 2500, 3000 |
| Szerokość (mm) | 624, 832, 1040, 1248, 1664, 2080, 2288, 2496 | |
| Zakres osi Z (mm) | 150, 220 | |
| Wrzeciona | 24 000 obr/min | 0.8kW, 1.0kW 2.2kW, 3.3kW |
| 40 000 obr/min | 1.4kW, 2.0kW, 2.2kW | |
| 50 000 obr/min | 2.2kW | |
| System sterowania | Silniki krokowe, Serwonapędy cyfrowe | |
| Typ stołu | Stół T-rowkowy, Stół próżniowy | |
| Opcje dodatkowe | |
| Chłodzenie mgłą olejową | Dysza chłodząca powietrzem |
| Chłodzenie czynnikiem chłodzącym | Ręczne, Automatyczne |
| Głowice | Aktywna z nożem oscylacyjnym. Nożyk do cięcia folii |
| Skaner | Dotykowy, Laserowy |
| Automatyczna wymiana narzędzi
(wymagany system sterowania: serwonapędy cyfrowe) | |
| Szafa sterująca z komputerem | |
| Stopa dociskowa | |
| Odciąg wiórów | |
| Głowica pisząca | |
| Głowica nalewająca | |
| Maszyna podstawowa |
| Ploter AFG0605P – pole pracy 624x500x150mm |
| Prowadnice prostokątne (Bosch Rexroth) |
| Silniki krokowe Sanyo Denki 3Nm |
| Sterowanie CNC CSMIO LPT+RS232 |
| Czujnik pomiaru wysokości narzędzia |
Wrzeciona bez wymiany narzędzia |
| Wrzeciono o większej mocy Firmy ELTE 2,2 kW 24 tys. Obr/min, ERG25, łożyska ceramiczne + Falownik wektorowy |
| Wrzeciono o większej mocy Firmy ELTE 3,3 kW 24 tys. Obr/min, ERG25, łożyska ceramiczne + Falownik wektorowy |
| Wrzeciono o większej mocy Firmy ELTE 0,8 kW 24 tys. Obr/min, ERG20, + Falownik wektorowy |
| Wrzeciono o większej mocy Firmy HSD 1,0 kW, 24 tys. Obr/min, ERG25, łożyska ceramiczne + Falownik wektorowy |
| Czujnik pomiaru wysokości narzędzia |
| Wrzeciona z wymianą narzędzi ** ELTE ** |
| AF80 9/2 CU (220V 670Hz, 1,40kW) 40 tys.Obr/min, ISO20, łożyska ceramiczne |
| AF100 7/2 CU (220 lub 380V 670Hz, 2,20kW) 40 tys.Obr/min, ISO20, łożyska ceramiczne |
| Wymiennik – chłodzenie do wrzecion ELTE |
| Wrzeciona z wymianą narzędzi ** HSD ** |
| Wrzeciono ES325 HSK E25 2kW 40 tys. Obr/min, Wymiana narzędzi - stożek ISO30 |
| Wrzeciono ES325 HSK E25 2 kW 50 tys. Obr/min, Wymiana narzędzi – pneumatyczna Chłodzenie do wrzecion HSD/IDEA 16S Falownik do wrzecion HSD DPL 040 3-fazowy |
| Wrzeciona z wymianą narzędzi ** ISEL ** |
| Wrzeciono ISEL |
| 2,2 kW (220V) |
| 300/15 tys. Obr/min |
| Wymiana narzędzi - stożek ISO30 |
| Dostępny osprzęt do wrzecion |
| Wrzeciono ISEL |
| Komplet tulejek zaciskowych ER32 od φ 2mm do φ 20/16/13mm bicie promieniowe do 5mm W drewnianym pudełku |
| Oprawka Narzędziowa ISO20do wrzeciona Elte Oprawka Narzędziowa ISO30 ER32 do wrzeciona HSD Oprawka Narzędziowa ISO30 ER32 do wrzeciona ISEL Magazyn narzędzi |
| Napędy |
| Napęd za pomoca serwosilników AC 200W |
| Napęd za pomocą serwosilników 1,0Nm (zalecane) |
| Napęd za pomocą serwosilników BLDC 1,9Nm |
| UWAGA!!! W niektórych maszynach z uwagi na ich wielkość w osi Y trzeba zastosować dwa serwosilniki zamiast jednego – w całej maszynie stosujemy wtedy cztery serwosilniki zamiast trzech – w takim rozwiązaniu dochodzi 1/3 ceny z podanej wyżej ceny. |
| Podniesienie dokładności obróbki |
| Precyzyjny czujnik do pomiaru długości narzędzia (+-0,002mm) ISEL |
| Czujnik wysokości materiału |
| Precyzyjniejsze śruby napędowe dające większą dokładność pozycjonowania (wg PN-ISO 230-4:1999) |
| Osie obrotowe |
| Przygotowanie sterowania do obsługi osi obrotowej (4-oś) (bez osi obrotowej) |
| Oś obrotowa (przekładnia pasowa D1 U1:16) uwzględniono przygotowanie sterowania |
| Oś obrotowa (przekładnia pasowa D1 U1:50) uwzględniono przygotowanie sterowania |
| Podstawka i konik do osi obrotowej uwzględniono przygotowanie sterowania |
| Oś obrotowa (przekładnia pasowa U1:50) Erg-Wind uwzględniono przygotowanie sterowania |
| Smarowanie |
| Smarownica E470 [PO03870001] |
| Puszka ze smarem (400g) [R341603700] |
| Adapter [PO23520001] |
| Smarowniczka M3 [R341700409] |
| Oś obrotowa (przekładnia pasowa U1:50) Erg-Wind uwzględniono przygotowanie sterowania |
| Zestaw dodatkowych zgarniaczy do prowadnic |
| Pozostałe opcje |
| Aktywna głowica oscylacyjna do cięcia materiałów trudnoobrabialnych tradycyjnymi metodami |
| Skaner mechaniczny |
| Skaner laserowy |
| Dysza chłodząca - temp. wylotowa pow. Do -34°C |
| DHC1 - chłodzenie mgiełką - pojemność czynnika chłodzącego 1l |
| Odpylacz OWP-1 (2800 obr/min; 1,1kW; 1500m3/h; wlot φ150) z filtrem nabojowym φ 480/1050/11 m2 (ręczna - pneumatyczna regeneracja filtrów), odbiór odpadów do worków foliowych |
| Elementy instalacji rurowej φ150mm wykonane z blachy ocynkowanej grubości 0,75/1mm (rury, kolana, opaski wąskie, łącznik) – bez węża elastycznego |
| Podstawa stalowa pod maszynę |
| Stolik pod maszynę |
| Sterowanie CNC po LAN-ie |
| Komputer PC zamontowany w skrzynce sterowniczej |
UWAGA: Niektóre opcje mogą znacznie wydłużyć termin dostawy Frezarko-Grawerki
Stoły T-rowkowe z anodowanych profili aluminiowych znakomicie ułatwiają mocowanie materiałów. Drugim wariantem jest stół podciśnieniowy, który doskonale sprawdza się w mocowaniu dużych arkuszy kartonu, papieru, płyt tworzyw sztucznych, drewnopochodnych, blach aluminiowych i innych. Jako warstwa pośrednia pomiędzy stołem a materiałem stosuje się płyty HDF (MDF). Nadają się do tego celu idealnie, ponieważ przepuszczają powietrze, więc leżący na nich materiał jest przymocowany. Można wycinać elementy na wylot nie martwiąc sie o uszkodzenie stołu. Gdy się zniszczą można je splanować lub wymienić na nowe, zaletą jest to że są tanie i łatwo dostępne.
Alternatywą dla wrzeciona bez wymiany jest wrzeciono z automatyczną wymianą narzędzi plus magazyn narzędzi, usprawni ono i skróci czas obróbki wymagającej zastosowania wielu narzędzi.
Zamiast wrzeciona można zastosować aktywną głowicę z nożem oscylacyjnym. Idealna do wykonywania prac w papierze, kartonie, tekturze, gumie, skórze, tkaninach i innych miękkich materiałach. Dzięki niej możemy wykonywać prototypy opakowań przed wykonaniem wykrojnika, wyciąć małe i średnie serie uszczelek, próbne wykroje do butów itd. Głowicę tnącą można zamówić również jako demontowane wyposażenie dodatkowe zakładane na wrzeciono.
Jako wyposażenie dodatkowe można również zamówić nożyk wleczony do cięcia np. folii. Jest to głowica montowana do wrzeciona natomiast niewymagająca załączenia obrotów. Program uwzględnia mimośród nożyka przy generowaniu ścieżki narzędzia, dzięki czemu nożyk sam ustawia się odpowiednio do kierunku cięcia.
Doskonała do nakładania do farb, klejów do elementów dekoracyjnych, materiałów itp. Nadaje się do wszelkich innych płynnych materiałów, nakładanie stanie się proste i powtarzalne. Chłodzenie ręczne lub automatyczne powietrzem/mgłą olejową przydatne zwłaszcza przy obróbce. Przyspieszy prace w każdym materiale a zwłaszcza w aluminium. Zmniejszy prawdopodobieństwo zalepienia się narzędzi przez co przedłuży ich żywotność.
Maszynę można również wyposażyć w skaner dotykowy. Spełnia on kilka funkcji. Pierwsza to wykorzystanie do skanowania obiektów 3D jak również do skanowania obrysów elementów płaskich. Druga, możemy użyć do wspomagania bazowania. Pozwoli dokładnie ustawić bazę w narożniku, środku otworu lub walca, ustalić nachylenie płaszczyzny. Trzecia możliwość to skanowanie płyt przed obróbką. Zdarza się że obrabiane przez nas materiały nie mają takiej samej grubości na całej powierzchni, w zależności od rodzaju obróbki może to być albo całkowicie niemożliwe albo efekt uzyskany nie będzie nas zadowalał. Powiedzmy frezowanie wzoru przy zagłębieniu 0.5mm może spowodować że w niektórych miejscach zagłębienie będzie 0.1mm a niektórych 1mm. Różnica już przy zwykłym frezie palcowym jest kolosalna, a wyobraźmy sobie co się stanie jeżeli użyjemy frezu kulistego lub kształtowego. Dzięki głowicy dotykowej możemy przed obróbką zebrać zgrubnie kształt i na jego podstawie skorygować zagłębienie narzędzia. Efekt będzie taki że zagłębienie nawet na bardzo krzywym materiale będzie takie samo zagłębienie względem powierzchni.
Maszyna jest nowa, gotowa do
pracy